
Pdf: LEA® – alacsony energiatartamú aszfaltkeverék
Bevezetés
Az aszfaltipar és a különféle útügyi adminisztrációk folyamatosan kutatják annak a lehetőségét, hogyan lehet az aszfaltkeverékek teljesítményét növelni, egyúttal a gyártási és beépítési technológiákat egyre gazdaságosabbá és környezetkímélőbbé tenni.
Az utóbbi évek nemzetközi kutatásai alapján kijelenthető, hogy a hazánkban jelenleg gyártott ún. meleg aszfaltkeverékek (HMA – Hot Mix Asphalt) tulajdonságaival közel egyenértékű, de annál kisebb energiafelhasználással és károsanyag-kibocsátással is előállítható elvárt minőségű aszfaltkeverék, amelyet a nemzetközi szakirodalom „warm mix asphalt”-nak (WMA) nevez. A WMA típusú keverékek magyar megfelelője az elmúlt időszakban kialakulni látszó közmegegyezés szerint: mérsékelten meleg aszfaltkeverék.
A WMA technológia alkalmazásával a mérsékelten meleg aszfaltkeverék gyártási hőmérséklete jelentősen csökkenthető a hagyományos aszfaltgyártáshoz képest. Eközben a kővázat ugyanolyan homogén módon lehet bevonni és hasonlóan jó, vagy akár jobb tömöríthetőség érhető el, mint a hagyományos, meleg keverékek esetében [Asphalt Institute; 2007].
A WMA keverékek a különböző gyártástechnológiai eljárásoknak köszönhetően a hagyományos aszfaltokhoz képest akár 30-60°C-kal alacsonyabb hőmérsékleten is előállíthatóak. Így a fűtéshez szükséges energia csökkentésével akár 30-50 %-os közvetlen fűtőanyag megtakarítás érhető el, ami könnyen és azonnal realizálható is az aszfaltgyártás során.
Mindezek mellett jelentős, számszerűsíthető környezetvédelmi előnyök is kimutathatók, egyes szakirodalmi adatok szerint például a szénmonoxid kibocsátás akár 50-60 %-kal is csökkenthető, bár ez elsősorban elméleti határnak tekinthető, számos kutatás ennél kisebb értékekről számol be. E területen hazai mérési eredmények még nem ismertek, így reálisan értékelhető hazai környezetvédelmi előnyök még nem számszerűsíthetők.
További pozitív hatás, hogy bedolgozhatóság alacsonyabb hőmérsékleti határának köszönhetően növelhető a szállítási távolság illetve tágabb hőmérsékleti tartomány mellett is beépíthetővé válik a keverék. Ez a hatás a nemzetközi szakirodalomban „compaction aid” azaz tömörítési támogatás néven ismert és a hazai meteorológiai viszonyok mellett a megszokott építési szezon kiterjesztését is jelentheti. Az alacsonyabb gyártási hőmérséklet miatt az egészségre is káros füst- és gázképződés csökken, így a dolgozók részére egészségesebb és tisztább munkakörnyezet biztosítható.
Összefoglalva, a WMA keverékek főbb kedvező tulajdonságai [Veress; 2013]:
- alacsonyabb keverési hőmérséklet, mérsékelt energiafogyasztás, ezáltal az energiaköltségek csökkentése,
- üvegházhatású gázok kibocsátásának mérséklése,
- alacsonyabb füst, gőz, gáz és szag kibocsátás; munkavállalókat érő káros környezeti hatások csökkentése a gyártás és beépítés során,
- a terítéshez és tömörítéshez szükséges viszkozitás hosszabb ideig történő fenntartása,
- alacsonyabb terítési hőmérséklet, kiterjeszthető burkolatépítési időszak, növelhető szállítási távolság,
- alacsonyabb tömörítési hőmérséklet, hosszabb tömörítési idő,
- korábbi forgalomba helyezés,
- a hagyományos aszfaltokéhoz hasonló, vagy akár jobb teljesítmény,
- az alacsonyabb gyártási hőmérséklet miatti kisebb bitumenöregedés növeli a termikus fáradás okozta repedésekkel szembeni ellenállást.
Kutatási eredményekre alapozva a nemzetközi szakirodalom jelentős része kiemeli, hogy az alacsonyabb energiatartalmú keverékek esetén is betarthatók a melegaszfalt gyártása és
beépítése során támasztott követelmények.
Jelenleg az alábbi – WMA gyártásra alkalmazott – főbb technológiai lehetőségek ismertek:
- habosított bitumen (pl.: Aspha-Min, WAM-Foam, LEA, stb.) vagy
- szerves additív (pl.: Sasobit, Asphaltan B, CECABASE RT 92, Licomont BS100, stb.) illetve
- emulzió (pl.: Evotherm, WAM-Emulsion, stb.) alkalmazásán alapuló technológiák.
Meg kell jegyezni, hogy noha a magyar szabályozás a vonatkozó útügyi műszaki előírások „hibajavításának” keretében már megteremtette a mérsékelten meleg aszfaltkeverékek hazai alkalmazhatóságát, a felsorolt eljárások érdemi hazai megvizsgálása, összehasonlítása nem ismert vagy legalábbis nem kellőképpen publikált. Ez sajnálatos módon nem szokatlan a hazai gyakorlatban, hiszen például előbb engedélyeztük a különböző hálók és rácsok útpályaszerkezeti alkalmazhatóságát, majd a nem várt meghibásodások nyomán utólag próbáltuk a szabályozást finomítani, vagy széles körben ismert a nagy modulusú aszfaltjaink esete is, amelyek ugyan már majd egy évtizede elterjedtek, ennek ellenére még mindig sokkal keveset tudunk a keverékeink merevségéről, mint tudhatnánk illetve kellene tudnunk.
A WMA technológiák csoportosítása
A WMA nem egyetlen technológia, hanem egy folyamatosan fejlődő technológia-csoport, melynek célja az aszfaltkeverékek gyártási és/vagy beépítési hőmérsékletének csökkentése [D’Angelo et al.; 2008]. Emellett követelmény, hogy az alacsony energiatartalommal készült keverékek is megfeleljenek a HMA keverékekkel szemben támasztott előírásoknak és elvárt teljesítménynek.
A nemzetközi irodalomban számos csoportosítással találkozhatunk. A WMA gyártási módja szerinti kategorizálásának egy lehetséges módja az alábbi [Austroads; 2012]:
- szakaszos zúzalékbevonás és kötőanyag habosítás,
- kötőanyag habosítása mechanikai alapon víz felhasználásával,
- kötőanyag habosítása vizet hordozó (tartalmazó) anyagok felhasználásával,
- kémiai adalékanyagok felhasználása,
- szerves adalékanyagok felhasználása,
- kombinált kémiai és szerves anyagok felhasználása.
Egy amerikai szakértőkből álló csoport 2008-ban részt vett egy európai tanulmányúton, melynek célja az európai WMA technológiák felmérése, gyakorlati tapasztalatok szerzése volt. Az elkészült jelentésben a WMA technológiákat a keverőgépben elért végleges aszfalthőmérséklet és a gyártás/eljárás módja szerint kategorizálták. A csoport hőmérsékleti bontásban megkülönböztette a WMA-t a félmeleg aszfaltkeverékektől (HWMA, half-warm mix asphalt) is. A WMA gyártási hőmérséklete a HMA alatt van 20-30°C-kal, de valamivel 100°C felett. A csoport a keveréket félmelegnek tekintette, ha a keverőgépben elért hőmérséklet 100°C alatt volt.
A National Asphalt Pavement Association (NAPA) jelentése szerint 2013-ban az USA-ban (csak a Federal Highway Administration-nel kötött szerződések keretében) 106,4 millió tonna WMA került beépítésre, ami 23 %-os a 2012-es és 533 %-os növekedés a 2009-es első méréshez képest. Míg 2009-ben a WMA keverékek a teljes aszfaltgyártás kevesebb, mint 5 %-át, 2013-ban már több mint 30,3 %-át tették ki. (http://www.asphaltpavement.org/).
Az USA-ban elterjedett WMA technológiák megoszlása a 2013-as adatok szerint az alábbi volt:
- kötőanyag habosítása mechanikai alapon víz felhasználásával, 88,1 %,
- kötőanyag habosítása vizet hordozó (tartalmazó) anyagok felhasználásával, 2,1 %,
- kémiai adalékanyagok felhasználása, 9,6 %,
- szerves adalékanyagok felhasználása, 0,2 %.
2012 végére az USA szinte összes állama (kivétel Hawaii és Rhode Island) adaptált WMA műszaki előírásokat vagy szerződési feltételeket, melyek lehetővé teszik WMA alkalmazását és folytattak beépítési kísérletek WMA technológiával. Az 1. táblázat egy tájékoztató áttekintést ad az USA-ban elterjedt WMA eljárásokról, 2011-es információk alapján, a teljesség igénye nélkül.
| Alkalmazás | Eljárás/adalékanyag | Cég neve és honlapja |
|---|---|---|
| Accu-Shear Dual Warm Mix Additive System | Habosítás | Stansteel |
| Adesco/Madsen Static Inline Vortex Mixer | Habosítás | Adesco/Madsen |
| Advera | Zeolit | PQ Corporation |
| AQUABLACK | Habosítás | Maxam Equipment Company, Inc. |
| AquaFoam | Habosítás | Reliable Asphalt Products |
| Asphaltan–B | Montánviasz | Romonta |
| Aspha-min | Zeolit | Eurovia |
| Cecabase RT | Ismeretlen additív | Ceca |
| Double Barrel Green | Habosítás | Astec, Inc. |
| Evotherm ET | Emulzió ismeretlen additív segítségével | MeadWestvaco |
| Evotherm DAT | Ismeretlen additív | |
| Evotherm 3G | Ismeretlen additív | |
| Licomont BS-100 | Zsírsav-származék (additív) | Clariant |
| Low Emission Asphalt | Szakaszos zúzalékbevonás és kötőanyag habosítás | McConnaughay Technologies |
| Meeker Warm Mix Asphalt System | Habosítás | Meeker Equipment |
| Rediset WMX | Ismeretlen additív | Akzo Nobel |
| Sasobit | Fischer Tropsch viasz | Sasobit |
| Terex Warm Mix Asphalt | Habosítás | Terex Roadbuilding |
| Thipoave | Tömörítés támogatás „Sulfur plus” tech. | Shell |
| TLA-X | Trinidad Lake Asphalt plus modifikálószer | Lake Asphalt of Trinidad and Tobago |
| Ultrafoam GX | Habosítás | Gencor Industries, Inc. |
| WAM Foam | Puha majd kemény kötőanyag | Kolo Veidekke, Shell Bitumen |
A továbbiakban elsősorban a szakaszos zúzalékbevonás és kötőanyag habosításos eljárással készített „low energy asphalt” (alacsony energiatartalmú aszfalt, LEA) tulajdonságait emeljük ki. A LEA típusú aszfaltok esetében az energia-megtakarítás, az egyébként nagy energiaigényű folyamat, a víz elpárologtatásához szükséges kevesebb energiafelhasználásból származik.
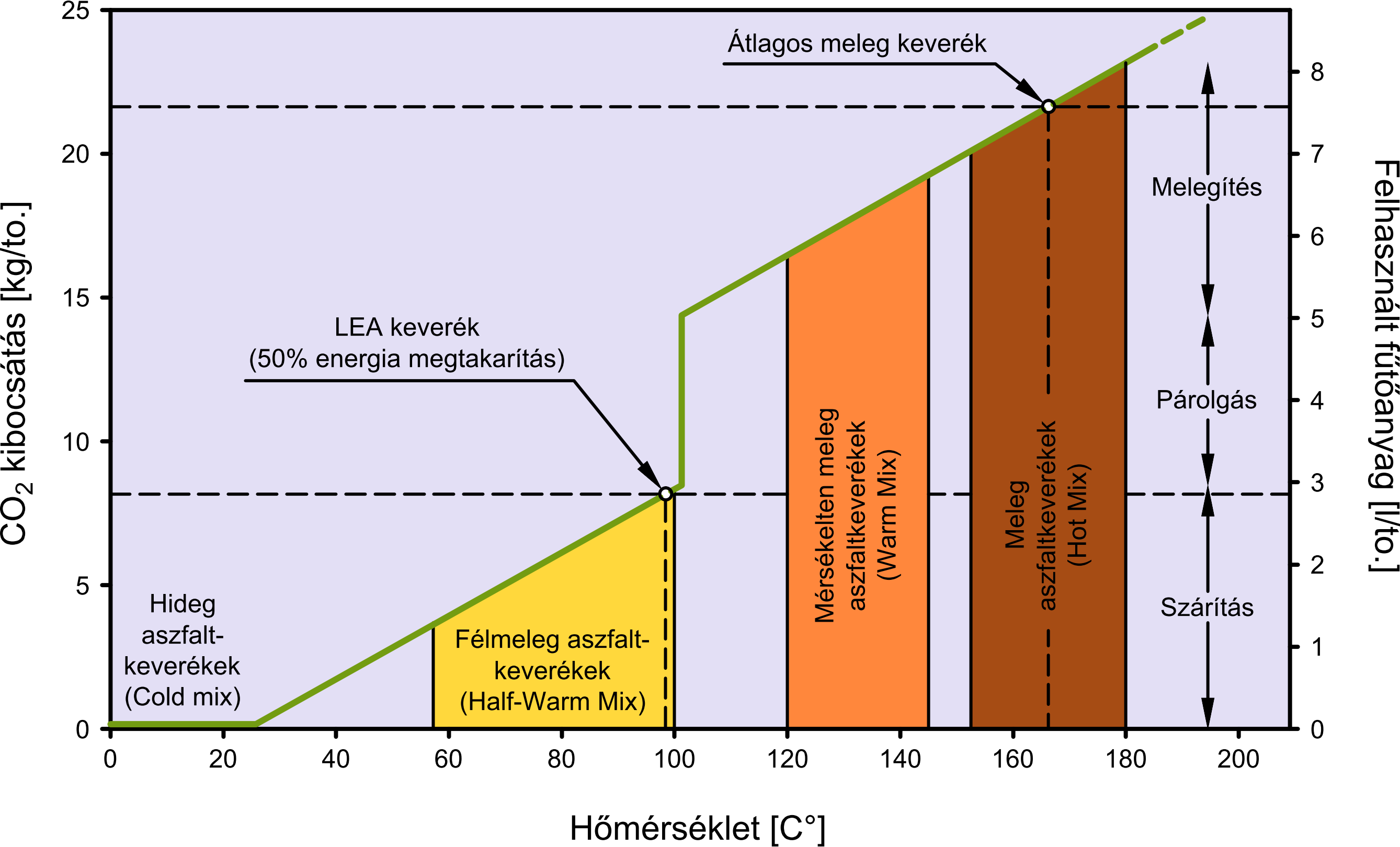
A nemzetközi szakirodalom a LEA technológia besorolását illetően megosztott. Egyes országok gyakorlatában a LEA keverékeket az alacsonyabb hőmérsékleten történő gyártásból adódóan a WMA aszfaltok csoportjába sorolják. Más, (elsősorban) európai terminológiák különbséget tesznek a 100°C feletti és alatti hőmérsékleten kiadott keverékek között [pl.: EAPA – Position Paper; 2010]. F. Olard, a LEA egyik kifejlesztője az 1. ábrán látható módon, félmeleg aszfaltkeverékként kategorizálta keverékét.
 |
Más amerikai tanulmányok úgy hivatkoznak a LEA-ra, mint a WMA technológiák egyik lehetséges változatára. A NAPA összeállítása a bitumen habosításos eljárások kategóriájába sorolja az LEA-t, és az egyéb habosításos technológiákkal egyenértékű eljárásnak tekinti.
Szakaszos zúzalék-bevonásos és kötőanyag habosításos eljárások ismertetése
A szakaszos zúzalékbevonás és kötőanyag habosítással történő WMA gyártás során a zúzalék(ok) kötőanyaggal történő bevonása és a bitumen habosítása különböző időpontokban történik. Ezekben az eljárásokban a zúzalék kötőanyaggal történő hatékony bevonása létfontosságú folyamat, ugyanis a víz, melyet a kötőanyag habosításához használnak, a zúzalék-kötőanyag felületére kerülve rontaná, vagy megakadályozná a zúzalék és a kötőanyag közötti erős kötést. Amennyiben a zúzalék bevontsága a nedves homokfrakció hozzáadása előtt gyengének bizonyul, később vízérzékenységi problémák léphetnek fel, mint a kipergés vagy a szemveszteség.
Megjegyzendő, hogy a LEA technológia az USA-ban az eltérő adalékanyag alkalmazás és a szabadalmi védettség következtében a low emission asphalt-ként ismert, és szintén a LEA rövidítéssel látják el. Ez nem azonos a francia EIFFAGE szabadalmak alapján szintén LEA néven gyártott aszfaltkeverékkel.
WAM-foam® eljárás
A teljesség kedvéért röviden összefoglaljuk a WAM-foam® eljárást. A Shell és BP cégek által szabadalmaztatott technológia szintén a szakaszos zúzalékbevonás és kötőanyag habosításos eljárások családjába tartozik.
Az eredeti WAM eljárást eredetileg a Shell bitumen fejlesztette ki 1996-ban, mely a kemény és lágy kötőanyagok kombinált alkalmazását, és ezáltal a gyártási hőmérséklet csökkentését tűzte ki célul. A norvég Kolo-Veidekke továbbfejlesztette oly módon, hogy a kemény bitumen komponenst második fázisban, habosított állapotban adja a keverékhez.
A WAM-foam eljárásban a durva kővázat 110°C hőmérsékletre melegítik, és hozzáadják a teljes kötőanyag-mennyiség 20 %-át, lágy bitumen formájában. A keverékhez tapadásjavító adalékot is hozzáadnak. Ezt követően adják hozzá a keményebb, általában 70/100 fokozatú bitument habosított állapotban. A habosítást úgy végzik el, hogy a kemény bitumen tömegének kb. 2-5 százalékával egyenlő léghőmérsékletű vizet adagolnak hozzá. A gőzképződés következtében a bitumen hirtelen tágul, a kötőanyag-víz keverék az eredeti térfogat ~15-szörösére növekszik, miközben az eredő keverék hőmérséklet 100-120°C közé esik, és a habosított keverék 80-100°C között tömöríthető marad. Az eljárás, a keverőgép megfelelő átalakítása után, alkalmazható szakaszos és folytonkeverő gépek esetében is.
A WAM-foam® eljárást Norvégiában, Svédországban, Nagy-Britanniában, az USA-ban, Svájcban, Ausztráliában és Kanadában alkalmazzák.
Low Energy Asphalt® (LEA) eljárás
A LEA technológiát a francia LEA-CO (az EIFFAGE csoport leányvállalata) fejlesztette ki 2000-ben. Franciaországban és más európai országokban 2003 óta alkalmazzák. A LEA gyártási technológia két szakaszra bontható:
- A durva zúzalékot felmelegítik kb. 130-150°C hőmérsékletre és a keverékterv szerinti forró bitument hozzáadják a felmelegített durva kővázhoz.
- A második keverési fázisban a bitumennel bevont durva kővázhoz hozzáadják a nedves homok és a recycling aszfalt frakciót.
Amennyiben ezen frakció víztartalma nem elegendő, úgy kontrollált módon, további víz hozzáadása szükséges. A WAM-foam eljárásokhoz hasonlóan keverékhez tapadásjavítót is adagolnak. A hozzáadott nedvesség a bitument felhabosítja, mely által a homok és recycling aszfalt frakciók is bitumen bevonatot kapnak; a keverék eredő hőmérséklete kb. 95-98°C, mely 60-90°C között tömöríthető.
Megjegyezzük, hogy azon WMA technológiákban, ahol a kötőanyag habosítása mechanikai alapon történik víz felhasználásával, maximum 1 kg víz felhasználására kerül sor 1 tonna aszfaltkeverékben. Az LEA esetében viszont ez kb. 13 kg víz hozzáadását jelenti tonnánként.
Fentiek alapján tehát három szabadalmaztatott eljárás ismert ebben a gyártási kategóriában, de a low energy asphalt és a low emission asphalt alapvetően ugyanazt a gyártási mechanizmust foglalja magában.
A LEA® alacsony energiatartalmú aszfalt gyártásának elvi lépései
| 1. A durva kővázat, és – ha szükséges – a saját por egy részét 130-150°C-ra fűtik. |  |
| 2. A durva kővázat a teljes bitumentartalommal összekeverik, mely által tökéletes bevonódás biztosítható. |  |
| 3. A homokfrakciót, vagy a mart aszfalt frakciót, melyek kontrollált mennyiségű vizet tartalmaznak, a keverőteknőbe adagolják. A hirtelen kitáguló vízgőz a bitument felhabosítja, biztosítva az összes kőszemcse bevonódottságát. |  |
| 4. Utókeveréssel biztosítják a teljes bevonódást. |  |
| 5. Az eredő keverék hőmérséklete 95-98°C körül alakul, 0,5% víztartalom mellett. |  |
LEA tapasztalatok Új-Zélandon
A Fulton Hogan, Új-Zéland egyik legnagyobb aszfaltgyártója, 2005-ben lépéseket tett, hogy a WMA technológia bevezetésével felkészüljön a költséghatékony és energiatakarékos aszfaltgyártásra. Egy nemzetközi feltérképező tanulmányút után a cég a low emission asphalt (LEA) technológiát választotta, melyet „Coolpave with LEA” név alatt gyárt és forgalmaz. A Fulton Hogan számos beépítési kísérlettel szerzett tapasztalatot, többek között Christchurch nagyforgalmú útjain és a Christchurch-i Nemzetközi Repülőtéren. Ez utóbbi kísérlet két szakaszra bontható: először 2008 februárjában, az „A” jelzetű gurulóúton (taxiway) szereztek tapasztalatot 141 tonna „Coolpave with LEA” beépítésével, majd a kedvező tapasztalatok után 2009 februárjában az „F” jelű gurulóúton építettek be 515 tonna aszfaltot. A tapasztalatok kedvezőnek bizonyultak minden kísérlet esetében. Az alacsony beépítési hőmérséklet mellett a HMA-hoz hasonló tömörséget értek el, és a megfigyelések és laborvizsgálatok alapján nem tapasztaltak eltérést a hasonló HMA teljesítményéhez képest. A Fulton Hogan 14 keverőtelepéből 5 képes „Coolpave with LEA” gyártására [Hayward & Pidwerbesky; 2009].
A LEA keverék hazai alkalmazásának tapasztalatai
A LEA alacsony energiatartalmú aszfaltkeverék kísérleti beépítésére 2012-ben, három útszakaszon került sor:
- 2012. júliusában Tiszakécskei lakóutcákban.
- 2012. augusztusában Kecskemét-Matkópusztai– jelentős mezőgazdasági forgalommal terhelt – lakóutcában.
A rendelkezésünkre bocsátott dokumentumok szerint „a finisherrel elterített, előtömörített LEA-AC 11 aszfaltréteg egyenletes felületi struktúrájú volt, amely vizuális megfigyelés szerint semmiben sem különbözött egy jó minőségű AC 11 kopó 50/70 meleg aszfaltkeverékből épített kopórétegtől”. A keverék műszaki alkalmasságát a helyszíni és laboratóriumi vizsgálati eredmények szintén megerősítették.
 |
A 2013 nyarán történt helyszíni bejárás során megállapították, hogy a burkolatok állapota kifogástalan, azokon repedés vagy egyéb felületi hiba nem tapasztalható. A kedvező tapasztalatoknak köszönhetően 2014 évben további beépítések történtek a Duna Aszfalt Kft. kivitelezésében.
Energetikai és környezetvédelmi megállapítások
A meleg aszfaltkeverékekre egy évszázada úgy tekintünk, mint az útburkolatok legkiválóbb építőanyagára, azonban az aszfaltgyártás a közelmúltig a teljes aszfaltkeverék – beleértve a bitument – melegítését és szárítását igényelte, ennél fogva:
- nagy energia-igényű folyamat, amit általában olaj, illetve gáz elégetésével nyerünk,
- és nagymértékben növeli az üvegház-hatású gázok kibocsátását.
Az olaj és a gáz, mint leggyakoribb fűtőanyagok elhasználásából keletkező szén-dioxid mennyisége és ezzel a kibocsátott üvegház-hatású gázok mennyisége a fűtőanyag mennyiségétől függ, mint az a 2. táblázatban is látható.
| Tüzelőanyag | Fűtőérték | Kibocsátott CO2 mennyiség |
|---|---|---|
| Fűtőolaj | 40,4 MJ/kg | 3,11 kg/olaj-kg |
| Földgáz | 49,8 MJ/kg | 2,75 kg/gáz-kg |
A melegaszfalt gyártási hőmérsékletét 100°C alá lecsökkentve azonban igazi áttörés érhető el az aszfalt-technológiában, ami jelentős energia-megtakarítást tesz lehetővé. Ismételten az 1. ábrán láthatóak a melegaszfalt, a mérsékelten meleg, illetve a LEA – alacsony energiatartalmú aszfaltkeverékek energiaigényei és károsanyag-kibocsátási értékei. A függőleges tengelyeken a felhasznált fűtőolaj és a kibocsátott CO2 mennyisége látható. A számítások szerint a HMA keverékekhez képest a LEA esetén akár 50 %-os energia megtakarítás érhető el, mely mintegy kétszerese az átlagos WMA keverékek gyártása során elérhető megtakarításoknak. A károsanyag kibocsátást tekintve hasonlóan kedvező eredményeket kapunk.
Egy Franciaországban széleskörűen elfogadott számítási eljáráson alapuló szoftver segítségével (http://www.lea-co.com/) hasonlítsunk össze egy meleg, egy mérsékleten meleg és egy alacsony energiatartalmú keveréket. A keverékek összetétele azonos, a gyártási hőmérsékletek változnak a 3. táblázatban láthatóak szerint.
| Aszfaltkeverék hőmérséklet | |
|---|---|
| Meleg (referencia) | 160 °C |
| LEA | 95 °C |
| WMA | 130 °C |
| Összetétel | |
| Adalékanyag rész | 64 % |
| Homok rész | 30 % |
| Filler | 1 % |
| RAP | 0 % |
| Bitumen | 5 % |
| LEA esetén az alábbiak figyelembe vétele | |
| Visszamaradt víztartalom | 0,5 % |
| Hozzáadott víz | 0,2 % |
| Hideg adalékanyag rész | 0 % |
| Hideg homok rész | 30 % |
| Hideg filler | 1 % |
A három technológia anyagáramai az alábbiak szerint alakulnak. A meleg aszfaltkeverék energiaigényéhez viszonyítva WMA technológia esetében 18 %, a LEA esetében 42 % az elérhető megtakarítás:
 |
A becsült károsanyag-kibocsátási értékek az alábbi ábra szerint alakulnak:
 |
Gyártási hőmérsékletek az európai szabályozás szerint
Az EN 13108-1 [2006] európai szabvány szerint, amennyiben az aszfaltkeveréket útépítési bitumennel gyártják, a hőmérsékletnek a 4. táblázatban lévő értékeken belül kell lennie. A felső határ a keverőgépben, az alsó határ a beépítés helyszínén értendő.
| Útépítési bitumen | Hőmérséklet (°C) |
|---|---|
| 20/30 | 160 – 200 |
| 30/45 | 155 – 195 |
| 35/50, 40/60 | 150 – 190 |
| 50/70, 70/100 | 140 – 180 |
| 100/150, 160/220 | 130 – 170 |
| 250/330, 330/430 | 120 – 160 |
Az európai szabvány szerint a kemény és a modifikált bitumenek alkalmazása estén eltérő hőmérsékleti értékek alkalmazhatóak; melyek ez utóbbi esetében azonban nincsenek specifikálva.
Az EN 13108-1 következő generációja [prEN 13108-1; 2013] azonban javasolja a 4. táblázat módosítását úgy, hogy csak a felső hőmérsékleti értéket specifikálja. Az alsó hőmérsékletet pedig deklarálni kell (shall be declared). Helyi viszonyok és speciális alkalmazások esetén az alsó hőmérsékletet specifikálni lehet (may be specified). A szabályozásnak ezen tervezett átdolgozása már mind a LEA, mind a WMA típusú keverékek gyártástechnológiájára figyelemmel lesz, és nem lesz akadálya ezen technológiák szélesebb körű Európai elterjedésének.
Összefoglalás
A LEA gyártása és beépítése francia licensz alapján történik és az ennek köszönhetően egységesült gyártástechnológia – szemben a rendkívül színes és heterogén WMA gyártástechnológiákkal – lehetővé teszi, hogy a nemzetközi tapasztalatokra és eredményekre, mint referenciákra tekinthessünk. A gyártástechnológiát számos országban alkalmazzák az egységesített licensz szerződés alapján – így Franciaország, Spanyolország, Portugália, USA, Új-Zéland, Magyarország, stb. -. A beszerzett adatok szerint 2010-ig már 40 keverőtelepen, mintegy 400 000 tonna LEA készült, melyet 350 útszakaszon – közöttük több autópálya vagy repülőtér burkolataként – építettek be. Ezen figyelemre méltó referenciák tehát mindenképpen mértékadónak tekinthetőek.
A LEA – alacsony energiatartamú aszfaltkeverék gyártásának és beépítésének hazai szabályozása, az útügyi műszaki előírásokban történő rögzítése nemcsak lehetséges, hanem szükséges is, hiszen mind a korábban kiadott ÉME engedélyt megalapozó vizsgálatok, mind azt azt követő próbaszakaszok és helyszíni beépítések eredményei visszagazolták a keverék műszaki alkalmasságát. A vonatkozó útügyi műszaki előírások – elsősorban a WMA-k érdekében történt – tavalyi módosítása ugyan – ha kissé indirekt módon is – lehetővé teszi a LEA hazai alkalmazását, ismertsége és hazai terjedése azonban még kezdeti szakaszban tart.
Irodalomjegyzék
Asphalt Institute: The Asphalt Handbook, MS-4, 7th edn., 2007
Veres, T.: Európai útépítési trendek – mérsékelten meleg aszfaltok (WMA) KKK Közúti Üzemeltetési és Fenntartási Napok, 2013
D’Angelo, J, Harm, E, Bartoszek, J, Baumgardner, G, Corrigan, M, Cowsert, J, Harman, T, Jamshidi, M, Jones, W, Newcomb, D, Prowell, B, Sines, R & Yeaton, B (2008): Warm-mix asphalt: European practice, FHWA-PL-08-007, Federal Highway Administration, Washington DC, USA.
Austroads: Review of Overseas Trials of Warm Mix Asphalt Pavements and Current Usage by Austroads Members, AP–T215-12, Austroads, Sydney NSW., 2012
EAPA: The use of Warm Mix Asphalt. In: EAPA – Position Paper, 2010
Olard Beduneau, Fallone – Miranda Perez: Low energy asphalts lea® for sustainable road construction. Sharing the road. 16th World Meeting, Lisbon., 2010
National Asphalt Pavement Association: Warm-mix asphalt: best practices, 3rd ed., 2012
NCHRP: Mix Design Practices for Warm Mix Asphalt, In: NCHRP Report 691., 2011
Kent R. Hansen, Audrey Copeland: 2nd annual asphalt pavemenet industry survey on reclaimed asphalt pavement, reclaimed asphalt shingles and warm-mix asphalt usage: 2009-2011. In: National Asphalt Pavement Association, April 2013
European Asphalt Pavement Association: Asphalt in figures: key figures of the European asphalt industry in 2009. In: EAPA, Brussels, Belgium., 2007
Hayward, B.J, Pidwerbesky, B.: Coolpave with LEA – Low energy asphalt, the future of asphalt paving. In: NZTA & NZIHT 10th Annual Conference, 2009
EN 13108-1:2006, Bituminous mixtures, material specifications: asphalt concrete.
prEN 13108-1:2013, Bituminous mixtures, material specifications: asphalt concrete, not published (version January, 2013)
Asphaltmischgut–Mischgutanforderungen, Teil 2: Asphaltbeton-Gebrauchsverhalten-orientierte Anforderungen, 2011